

Комплекс предназначен для производства профилей различного назначения из оцинкованной тонколистовой стали (ГОСТ 14918-80), тонколистовой стали с защитно-декоративным покрытием для строительных конструкций (ГОСТ 30246); тонколистовой стали (ГОСТ 16523).
Данный комплекс позволяет совместить производство холодногнутых профилей разной толщины, форм и типов, методом холодного деформирования металла. Данное решение оптимально для малого и среднего бизнеса, и дает конкурентное преимущество в оперативном переходе в различные сегменты строительного рынка.
- строительных профилей для систем ГКЛ (типа Knauf),
- профилей для вентилируемых фасадов
- армирующих профилей различных типов и видов для окон ПВХ
Виды и количество производимых профилей согласовываются в индивидуальном порядке, ниже приведен один из примеров возможного совмещения.

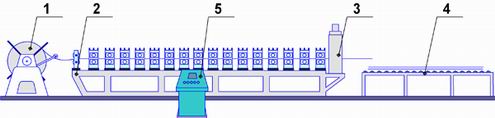
Рис. 1 – Комплекс многоцелевого назначения блочного типа для производства холодногнутых профилей
Состав блочного многоцелевого комплекса:
1. Разматыватель
2. Рама стана с приводом и системой полива СОЖ.
3. Сменные блоки клетей:
-Сменный блок клетей для производства строительного профиля ПП 60х27;
-Сменный блок клетей для производства строительного профиля ПН 28х27;
-Сменный блок клетей для производства армирующих профилей(10-20 видов);
4. Гильотинные просечные пневматические ножницы.(Дополнительное отрезное устройство фреза, в зависимости от комплектации)
5. Приемное устройство с рольгангом.
6. Система автоматического управления (САУ).
Линия работает в режиме: «пуск-профилирование на заданную длину- остановка- руб» -производительность – 25 п.м./мин, скорость профилирование – 35 п.м./мин.
Указанная производительность является «чистой» без учета времени на замену штрипса и складирования профилей, т.е. реальная производительность оборудование за одну минуту, а не скорость профилирования.
Конструкция профилегибочного стана предусматривает замену сменного инструмента, функционально исполненного в виде сменного блока клетей на стальной раме (см. рисунок ниже), который устанавливается по направляющим на основную раму. Сменный блок клетей включает в себя набор профилирующего инструмента для определенного типа профилей. Замена сменного блока производиться при помощи грузоподъемного механизма (кран-балки). Время замены инструмента (сменного блока) 20 мин. Дополнительных регулировок не требуется.


Сменный блок клетей
Рама стана
Порядок перенастройки комплекса:
- при помощи грузоподъемного механизма снять с основной рамы сменный блок клетей,
- при помощи грузоподъемного механизма установить по направляющим на основную раму необходимый сменный блок клетей,
- заменить матрицу на гильотинных ножницах,
- установить и зафиксировать шрипс металла на разматывателе,
- произвести заправку в наладочном режиме металл в профилегибочный стан,
- после проверки геометрии профиля, запустить комплекс в автоматическом режиме.
Регулировка и настройка сменных блоков клетей:
Для данного блока необходима регулировка направляющих в виду разной ширины штрипса. Время регулировки 5мин.
Дополнительная регулировка сменного блока после установки на основную раму не требуется.
-Сменный блок клетей для производства строительного профиля ПП 60х27;
Дополнительная регулировка сменного блока после установки на основную раму не требуется.
-Сменный блок клетей для производства строительного профиля ПН 28х27;
Дополнительная регулировка сменного блока после установки на основную раму не требуется.
-Сменный блок клетей для производства армирующих профилей(10-20 видов профилей);
Перенастройка с одного типа профиля на другой осуществляется без разбора и смены профилирующего инструмента (профилирующих роликов). Время перенастройки составляет 20-40 мин.
При приобретении дополнительного сменного блока и отрезного устройства «фреза» возможно производство закрытых армирующих профиля (от 15 видов) – база по основанию 20(15) по высоте 40(50).
Перечень профилей производимых на многоцелевом комплексе блочного типа.
Строительные профиля для вентилируемых фасадов.

Рис. 1 – Строительный профиль А-1
вентилируемых фасадов 100х21

Рис. 2 – Строительный профиль А-2

Рис. 3 – Строительный профиль А-3
Строительные профиля для ГКЛ (типа Knauf).

Рис. 4 – Профиль потолочный
направляющий 28х27

Рис. 5 – Профиль подвесной потолочный


Данные эскизы профилей приведены для ознакомительных целей.
Общие характеристики:
Исх. материал: рулонная холоднокатаная сталь
ширина штрипса - до 280 мм
толщина металла - 0,4 - 2 мм
Установленная мощность: 8,2 кВт
Габариты линии (ДхШхВ): до 13000х2500х1300 мм
Масса: 4 200 кг
Производительность линии: 25-30 пог.м/мин.
Установленная мощность: 2,2 кВт
Стан прокатный с системой полива (СОЖ):
Установленная мощность: 7,5 кВт
Сменный блок клетей для А-1 и А-2,
(12 раб. клетей).
Сменный блок клетей для А-3
(8 раб. клетей)
Сменный блок клетей для ПП 60х27,
(12 раб. клетей)
Сменный блоки клетей для ПН 28х27
Сменный блок клетей для армирующих профилей,(12 раб. клетей)
Гильотинные просечные пневматические ножницы на элементной базе Camozzi:
Точность руба по длине, не менее: +/- 2мм.
Исполнена на элементной базе компании Siemens; включает в себя пульт управления (стойка фирмы RETAL) и позволяет управлять такими параметрами, как скорость прокатки (с целевой функцией оптимизации по критерию производительность-качество), количество-длина (с регулировкой пауз технологического цикла). Пульт управления оснащен системой индикации основных технологических параметров и оповещения об аварийной ситуации.
Все основные характеристики комплекса и чертежи профилей отражаются в приложении к договору и являются его неотъемлемой частью
Требования к производственному помещению и обслуживающему персоналу:
Необходимая площадь для складирования инструмента, не менее: 6х1,5 м
Наличие грузоподъемной техники (кран-балка): грузоподъемностью не менее 5 т
Незначительные неровности пола существенного значения не имеют (комплектующие данной линии имеют регулировки по высоте)
---25% по факту готовности оборудования к сборке;
---25% после проведения эксплуатационных испытаний на территории завода изготовителя и подписания акта приёмки оборудования
- Высокая эксплутационная надежность, при минимальном обслуживании;
- Минимальное энергопотребление, по сравнению с аналогами;
- Минимизирован шум при работе линии, благодаря новому конструктивному решению;
- Высокое качество выпускаемой продукции, отсутствие «волнения», четкий внешний вид, ровный рез, отсутствие коробления и «технологических следов профилирования».
- Высокая скорость профилирования – 35 п.м./мин;
- Высокая производительность – 25-30 п.м./мин;
- Быстрая перенастройка на другой вид профиля с минимальными трудозатратами – без разбора и замены профилирующего инструмента;
- Минимальные требования к обслуживающему персоналу;
- Высокая безопасность – по всему периметру линия оснащена аварийными выключателями, защитными кожухами и предупредительными сигнализаторами (световыми и звуковыми);
- Возможность изменение посадочного места под внутренний размер рулона металла (штрипса), на разматывателе – 480-520мм. / 580-620мм
- Возможность модернизации с минимальными затратами:
- Приобретение дополнительной линии, но без профилирующего инструмента при наличии уже нескольких сменных блоков ранее приобретенных, для одновременного производства профилей на нескольких линиях;
- Изготовление узла накатки;
- Приобретение дополнительного отрезного устройства «фреза»
- На данном комплексе, все сменные блоки взаимозаменяемые;
- Для предотвращения «налипания» цинка на профилирующий инструмент в процессе холодной деформации металла («прокатки») предусмотрена система полива непрерывного цикла, с использованием смазочной охлаждающей жидкости (СОЖ);
















