

Линия предназначена для производства строительных профилей для гипсокартона
типа KNAUF из оцинкованной стали (ГОСТ 14918-80), используемых в строительстве с применением гипсокартона во всех категориях зданий – жилых, общественных, промышленных и сельскохозяйственных. Строительные профили служат для формирования каркасов перегородок, облицовок и подвесных потолков.
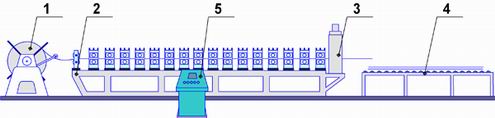
Рис. 1 – Линия для производства строительных профилей KNAUF.
1. Разматыватель
2. Стан профилегибочный содержащий 2 сменных блока (инструмента):
3. Отрезное устройство.(Стационарный рез или Летучий рез)
4. Приемное устройство с рольганом.
5. Система автоматического управления (САУ).
Линия с стационарным резом работает в режиме: «пуск-профилирование на заданную длину- остановка- руб» -производительность – 25-30 п.м./мин
Линия с Летучим резом работает без остановки, руб производится одновременно с профилированием – производительность – 45-55 п.м./мин.
Указанная производительность является «чистой» без учета времени на замену штрипса и складирования профилей, т.е. реальная производительность оборудование за одну минуту, а не скорость профилирования.
Конструкция профилегибочного стана предусматривает замену сменного инструмента, функционально исполненного в виде сменного блока клетей на стальной раме (см. рисунок ниже), который устанавливается по направляющим на основную раму. Замена сменного блока производиться при помощи грузоподъемного механизма (кран-балки). Время замены инструмента (сменного блока) 20 мин. Дополнительных регулировок не требуется.
Порядок перенастройки комплекса:
- при помощи грузоподъемного механизма снять с основной рамы сменный блок клетей,
- при помощи грузоподъемного механизма установить по направляющим на основную раму необходимый сменный блок клетей,
- заменить матрицу на гильотинных ножницах,
- установить и зафиксировать шрипс металла на разматывателе,
- произвести заправку в наладочном режиме металл в профилегибочный стан,
- после проверки геометрии профиля, запустить комплекс в автоматическом режиме.
Строительные профиля для ГКЛ (типа Knauf).
Рис. 2 – Профиль потолочный
направляющий 28х27
Рис. 3 – Профиль подвесной потолочный
Общие характеристики:
Исх. материал: рулонная холоднокатаная сталь
ширина штрипса - до 220 мм
толщина металла - 0,4-0,70 мм
Установленная мощность: 8,2 кВт
Габариты линии (ДхШхВ): до 13000х2500х1300 мм
Масса: 3057 кг
Скорость профилирования: 40/60 м/мин.
Производительность линии: от 25/45 пог.м/мин.при длине профиля 3000мм.
Установленная мощность: 2,2 кВт
Стан прокатный с системой полива (СОЖ):
Установленная мощность: 5,5 кВт
Сменный блок клетей для профиля ПП 60х27, (12 клетей)
Сменный блок клетей для профиля ПН 28х27 (8 клетей)
Сменный блок клетей для профиля для профилей ПрС и ПрН ( 6 видов) (12 клетей)
Рубы (стационарный и летучий) просечные пневматические на элементной базе Camozzi:
Исполнена на элементной базе компании Siemens; включает в себя пульт управления (стойка фирмы RETAL) и позволяет управлять такими параметрами, как скорость прокатки (с целевой функцией оптимизации по критерию производительность-качество), количество-длина (с регулировкой пауз технологического цикла). Пульт управления оснащен системой индикации основных технологических параметров и оповещения об аварийной ситуации.
Требования к производственному помещению и обслуживающему персоналу:
Наличие грузоподъемной техники (кран-балка): грузоподъемностью не менее 5 т
Незначительные неровности пола существенного значения не имеют (комплектующие данной линии имеют регулировки по высоте)
---25% по факту готовности оборудования к сборке;
---25% после проведения эксплуатационных испытаний на территории завода изготовителя и подписания акта приёмки оборудования
- Высокая эксплутационная надежность;
- Высокое качество выпускаемой продукции;
- Высокая производительность – 25-55 п.м./мин (в зависимости от применяемого отрезного устройства);
- Быстрая перенастройка на другой вид профиля с минимальными трудозатратами – без полного разбора и замены профилирующего инструмента;
- Минимальные требования к обслуживающему персоналу;
- Высокая безопасность – по всему периметру линия оснащена аварийными выключателями, защитными кожухами и предупредительными сигнализаторами (световыми и звуковыми);
- Возможность модернизации с минимальными затратами:
- Приобретение дополнительного сменного блока для расширения ассортимента выпускаемых профилей;
- Приобретение дополнительной линии, но без профилирующего инструмента при наличии уже нескольких сменных блоков ранее приобретенных, для одновременного производства несколько профилей на 2-ух линиях;
- Изготовление узла накатки;
- На данном типе линии, все сменные блоки взаимозаменяемые;
- Для предотвращения «налипания» цинка на профилирующий инструмент в процессе холодной деформации металла («прокатки») предусмотрена система полива непрерывного цикла, с использованием смазочной охлаждающей жидкости (СОЖ);
- Возможность изменение посадочного места под внутренний размер рулона металла (штрипса), на разматывателе – 480-520мм. / 580-620мм.
















